Технология разделительной кислородной резки
Резку начинают, как правило, с кромки листа. Если требуется начать резку с середины листа (например, при вырезке фланцев), то в листе предварительно прожигают кислородом отверстие, от кромки которого и начинают резку. Металл нагревают в месте начала резки почти до температуры плавления, затем пускают режущую струю кислорода. Одновременно с этим начинают перемещать резак по намеченной линии разреза, обеспечивая сгорание металла по всей его толщине. Резак следует перемещать равномерно, с постоянной скоростью. При быстром перемещении резака соседние участки металла, подлежащие резке, не будут успевать достаточно нагреваться и процесс может прерваться. Наоборот, при слишком медленном перемещении резака будет происходить оплавление кромок, вследствие чего разрез получится неровным, а на кромках будет большое количество шлака. При резке следует пользоваться простейшими приспособлениями: кареткой, циркулем, направляющей линейкой. Это облегчает равномерность передвижения резака и способствует получению более чистого реза. Давление кислорода зависит от толщины разрезаемого металла и конструкции резака, оно подбирается по табл. 71 и 72. 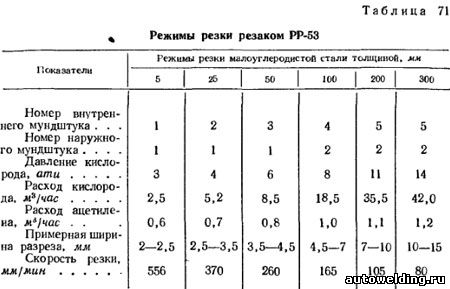
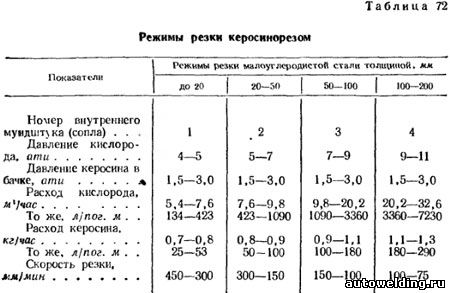
Кислородом можно разрезать сталь толщиной до 1200 мм. Для этого применяют резаки с мундштуками специальной конструкции, работающие на кислороде низкого давления порядка 2—2,5 ати, струя которого на значительной длине сохраняет цилиндрическую форму. В мундштук вставляются сменные латунные вставки, имеющие ступенчато-суживающийся цилиндрический канал без расширения на выходе. Выходной участок канала для режущей струи кислорода имеет диаметры 6; 7 и 8 мм и соответственно длину 66; 67 и 68 мм. Перед входом в сопло струя кислорода проходит длинный прямой вертикальный участок подводящей трубки, чем устраняются завихрения газа в этой струе и повышается ее пробивная способность. Для массовой вырезки однотипных деталей из тонких листов следует применять пакетную резку. В этом случае несколько листов складывают вместе (в пакет), плотно сжимают струбцинами и вырезают из пакета требуемые детали. Этот способ кислородной резки значительно увеличивает производительность труда.
|


