Воздушно-дуговая резка
Этот способ резки основан на расплавлении металла в месте реза скользящей электрической дугой, горящей между угольным электродом и металлом, с непрерывным удалением жидкого металла струей сжатого воздуха. Применяется в качестве разделительной и поверхностной резки. Для воздушно-дуговой резки используют резаки специальной конструкции. На рис. 132, а показан резак РВД-1-58 конструкции ВНИИАвтогенмаш для поверхностной и разделительной воздушно-дуговой резки (В настоящее время выпускается резак РВД-4А-66 улучшенной конструкции). Резак имеет рукоятку 5 с вентилем 4 для подачи сжатого воздуха. Между неподвижной 3 и подвижной 2 губками зажимается угольный электрод 1. В губке 3 имеются два отверстия, через которые выходит сжатый воздух, подводимый в резак по шлангу через ниппель 6 под давлением 4— 5 кгс/см2; струя воздуха выдувает расплавленный металл из места разреза. Положение резака при разделительной поверхностной резке показано на рис. 132, б, в, г. Расстояние от губок до нижнего конца (вылет) электрода не должно превышать 100 мм. Электрод по мере его обгорания выдвигают из губок вниз. Ширина канавки при резке превышает диаметр электрода на 1—3 мм. Поверхность металла в месте разреза получается ровной и гладкой. При резке применяют постоянный ток обратной полярности (плюс на электроде). В качестве электродов применяют угольные электроды, выпускаемые в соответствии с ГОСТ 10 720—64. Для повышения стойкости угольные электроды покрывают слоем меди толщиной 0,06—0,07 мм (электроды марки ВД). 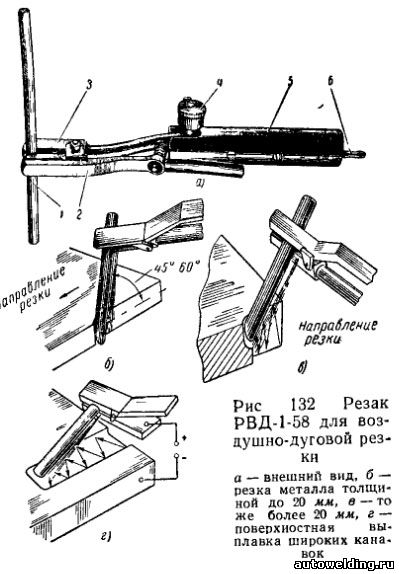
Для воздушно-дуговой резки может применяться также переменный ток, однако он дает меньшую производительность резки, чем постоянный. Поэтому применение переменного тока, по данным исследований И. С. Шапиро, наиболее целесообразно при выплавке мелких канавок (например, удалении местных дефектов сварных швов); в этих случаях переменный ток повышает эффективность использованиястержня электрода по сравнению с постоянным током обратной полярности. Воздушно-дуговую резку широко используют для поверхностной резки большинства черных и цветных металлов, вырезки дефектных участков сварных швов, срезки заклепок, пробивки отверстий, отрезки прибылей стального литья, выплавки литейных пороков и пр. Этим способом можно резать различные металлы (нержавеющие стали, чугун, латунь и трудноокисляемые сплавы) толщиной до 20—25 мм. Режимы резки приведены в табл. 38 Режимы поверхностной воздушно-дуговой резки приведены в табл. 39. Таблица 38. Режимы воздушно-дуговой разделительной резки на постоянном токе обратной полярности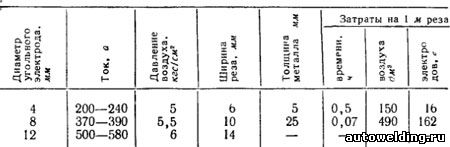
Таблица 39. Режимы поверхностной воздушно-дуговой резки на постоянном токе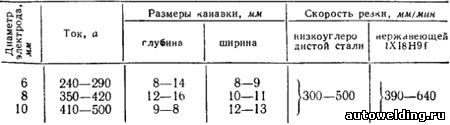
|


