Точность и качество плазменной резки
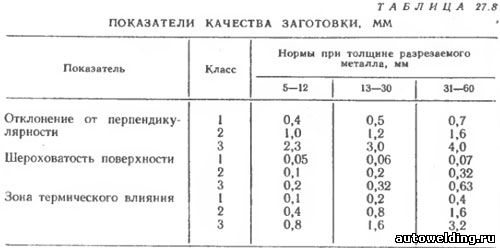
В СНГ требования к качеству и точности заготовок, вырезаемых плазмой, установлены ГОСТ 14792—80. Он распространяется на детали и заготовки, вырезаемые механизированной плазменной резкой из конструкционных углеродистых сталей, нержавеющих сталей или из алюминиевых сплавов толщиной 5—60 мм. Он устанавливает предельные отклонения размеров вырезанных заготовок от заданных (или отклонения от прямолинейности), отклонения от заданной формы (перпендикулярности, плоскостности) кромок, предельные нормы шероховатости поверхностей резов и наибольшие допустимые значения зоны измененного металла (зоны термического влияния — ЗТВ резки) у кромки реза. Нормативные требования по каждому из четырех указанных показателей установлены для трех классных уровней, соответствующих условиям использования вырезанных заготовок. Нормы установлены в соответствии с размерами вырезаемых заготовок и их толщиной (табл. 27.7 и 27.8). Фактические показатели определяют после удаления грата с поверхностей реза. 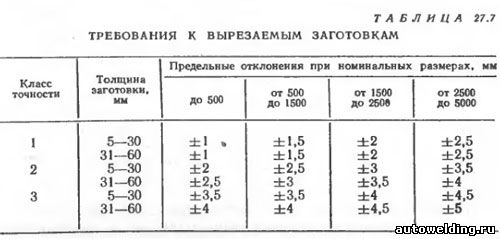
Упомянутые отклонения, как правило, связаны с особенностями процесса резки. Причинами неточности размеров контура вырезаемых заготовок могут быть: неточность резательной машины и управляющих ею копира, чертежа или программы, нестабильность и отклонения режущей дуги, неправильный выбор скорости резки, особенно на криволинейных участках, а также термические деформации раскраиваемого объекта. Отклонения формы кромок от заданной происходят в основном в результате различной интенсивности теплопередачи при резке от активных пятен дуги, ее столба и факела плазмы, особенно при нерациональном выборе скорости и других параметров резки; причиной отклонений формы кромок могут быть также неправильная установка или неисправность плазмотрона. Повышенная шероховатость поверхностей реза может быть вызвана вибрацией плазмотрона или нерациональными условиями резки. Воздействие процесса резки на металл заготовки у ее кромок выражается в его кратковременном интенсивном нагреве до температур, достигающих точки плавления, и в оплавлении поверхностного участка металла. Участок металла у кромок, подвергавшийся нагреву наряду с изменениями структуры влияет на величину термических деформаций вырезаемой заготовки и раскраиваемого объекта. Оплавленный металл на поверхности реза, взаимодействуя с плазмой и окружающей средой, насыщается газами, образует с ними химические соединения и приобретает другие изменения в так называемом литом участке ЗТВ. Глубина этого участка при резке титана и некоторых других металлов соответствует глубине дефектного слоя. При воздушно-плазменной резке углеродистых сталей она связана с насыщением кромок реза азотом, вызывающим возникновение пористости швов при последующей сварке, в связи с чем стремятся обеспечить минимальные величину ЗТВ и газонасыщения кромок. Это может быть достигнуто рациональным выбором рабочей среды, тока дуги, ограничением диаметра сопла и скорости резки, повышением напряжения дуги и плотности тока. Ручную плазменную резку можно применять для обработки не поддающихся кислородной резке изделий из легированных сталей и чугуна толщиной до 40—50 мм, цветных металлов и специальных сплавов, если к качеству их кромок не предъявляется нормируемых требований.
|