Основные понятия о процессе точения и режущем инструменте для токарной обработки
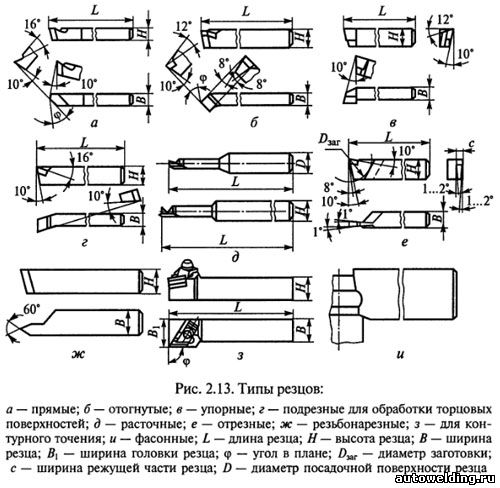
При работе на токарных станках используют различные режущие инструменты: резцы, сверла, зенкеры, развертки, метчики, плашки, фасонный инструмент и др. Токарные резцы — это наиболее распространенный инструмент, предназначенный для черновой, получистовой, чистовой и тонкой (алмазной) обработки плоскостей наружных и внутренних цилиндрических, конических и фасонных поверхностей, в том числе резьбовых. В основе классификации токарных резцов использованы следующие признаки: - вид обработки. Проходные резцы для обработки наружной цилиндрической поверхности могут быть прямыми (рис. 2.13, а; см. также рис. 2.3; 2.4; 2.5) и отогнутыми (рис. 2.13, б). Отогнутые резцы получили широкое распространение из-за их универсальности, позволяющей вести обработку с поперечной подачей не только цилиндрических, но и торцовых поверхностей. Проходные упорные резцы (рис. 2.13, в; см. также рис. 4.20, в) имеют угол в плане φ = 90°, их применяют при обтачивании ступенчатых валиков и при обработке нежестких деталей. Подрезные резцы (рис. 2.13, г) предназначены для обработки торцовых поверхностей, перпендикулярных оси вращения детали; эти резцы работают с поперечной подачей. Расточные резцы (рис. 2.13, д) предназначены для обработки отверстий на токарных станках; отрезные (рис. 2.13, е) — для отрезки заготовок или обработанных из прутка деталей (например, на прутковых токарных автоматах); резьбонарезные (рис. 2.13, ж) — для нарезания резьбы. Резцы для контурного точения (рис. 2.13, з) используют при обработке тел вращения с фасонной образующей на станках с копировальными устройствами и ЧПУ. Эти резцы имеют увеличенные вспомогательные углы в плане φ1. Фасонные резцы (рис. 2.13, и) предназначены для обработки деталей сложного профиля на токарных и револьверных станках, автоматах и полуавтоматах;
- характер обработки: черновые, чистовые и резцы для тонкого точения;
- установка относительно детали: радиальные и тангенциальные резцы;
- направление движения подачи: правые и левые резцы;
- конструкция головки: прямые, отогнутые, изогнутые и оттянутые резцы;
- поперечное сечение: прямоугольные, квадратные и круглые резцы (для унификации присоединительных размеров резцедержателей станков сечения резцов стандартизированы);
- конструкция: цельные, составные и сборные резцы;
- материал рабочей части: инструментальные стали, твердые сплавы, керамические материалы, СТМ (алмаз и эльбор).
Нарезание резьб на токарных станках в условиях единичного или мелкосерийного производства и нарезание крупных резьб производят резьбовыми резцами: стержневыми (рис. 2.14, а, б и в), призматическими однониточными и многониточными (рис. 2.15, а и б), круглыми (дисковыми) однониточными и многониточными (рис. 2.15, в и г). 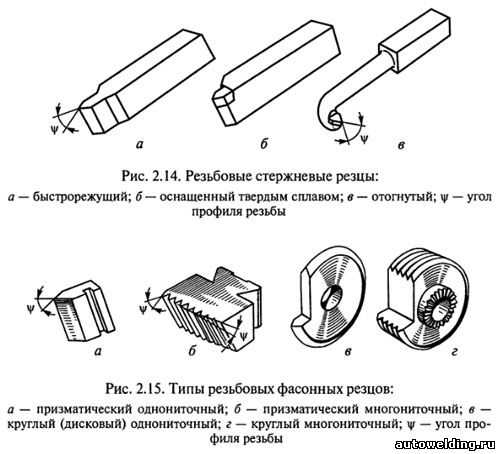
Стержневые быстрорежущие резцы применяют для нарезания цилиндрических и конических наружных резьб на токарно-винторезных станках. При скоростном нарезании этих же резьб используют резцы, оснащенные твердосплавной пластинкой. Стержневые отогнутые резцы служат для нарезания внутренних резьб (см. рис. 2.14, в). При нарезании резьбы на автоматах и полуавтоматах применяют призматические и круглые резцы. Призматические резцы служат для изготовления наружной резьбы, круглые — для наружной и внутренней. Нарезание резьбы однониточными резцами производят за несколько повторных проходов. При помощи многониточных резцов резьба изготавливается за один проход. 
Круглые плашки (рис. 2.16) применяют как для работы вручную, так и на токарно-револьверных станках и автоматах для нарезания крепежных резьб (преимущественно на болтах, винтах и шпильках). Способ нарезания резьбы круглыми плашками малопроизводителен, не обеспечивает получение точной резьбы, но еще распространен на некоторых заводах. В массовом и крупносерийном производствах нарезание резьб плашками заменяют более производительными способами.
|


