Погрешности обработки, вносимые размерным износом режущих инструментов
Из публикации Погрешности, обусловленные упругими деформациями системы Станок—Деталь—Инструмент известно, что при сравнительно небольшом износе режущего инструмента возрастают радиальная составляющая Py, а также отжатие у и возникает погрешность в обработке. Однако существует и другая причина возникновения погрешности при обработке, также связанная с износом инструмента и с изменением вследствие этого относительного положения образующей режущей кромки инструмента. Такую погрешность называют погрешностью размерного износа инструмента. В процессе износа на задней грани режущего инструмента образуется фаска износа h (фиг. 6), а на передней грани — лунка. Обычно допустимый износ ограничивают шириной этой фаски. Например, для твердосплавных режущих инструментов при черновой обработке допустима фаска шириной h = 1,5÷2 мм, а при чистовой h = 0,3÷0,5 мм. При износе резца по задней грани к концу обточки вала (фиг. 7) расстояние между образующей режущей кромкой резца и деталью изменится: оно возрастет на величину u, а первоначально установленный диаметр D1 увеличится и будет равен D2 = D1+2u. Величину и называют размерным износом. В результате износа вал получится слегка коническим. Конусность будет повторяться при обработке каждой последующей детали, а диаметры их будут непрерывно возрастать. При растачивании диаметры отверстий вследствие размерного износа инструмента будут уменьшаться. 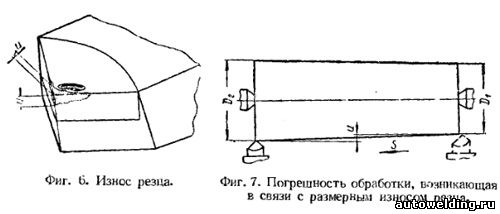
Размерный износ возрастает в процессе резания непрерывно, но скорость увеличения его непостоянна. Различают три стадии изменения скорости износа (фиг. 8): 1) стадия I, соответствующая приработке вновь заточенного режущего инструмента. На этой стадии скорость размерного износа сравнительно велика; 2) стадия II соответствует нормальной скорости износа, наступающей после приработки резца; на этой стадии скорость износа сравнительно мала; 3) стадию III называют стадией катастрофического износа. Она наступает после стадии нормального износа. На этой стадии вследствие значительного затупления инструмента возникает большая сила трения, температура резко возрастает и инструмент «сгорает». Эксплуатировать инструмент на этой стадии не допускается. В машиностроении размерный износ определяют не по времени работы режущего инструмента, а по длине пути, пройденного им в металле за данный промежуток времени. Если, например, скорость резания равна v м/мин, а время резания t мин., то резец пройдет путь L, равный L=vt м. Для удобства сравнения величин износа при различных условиях работы введено понятие относительного, или удельного, износа u0, под которым понимают величину износа инструмента на пути резания 1000 м. Относительный износ определяют по формуле: u0 = 1000 u / L. Величина относительного износа зависит прежде всего от материала, из которого изготовлен режущий инструмент. Известно, что твердосплазные (металлокерамические) инструменты более износостойки, чем быстрорежущее. Стойкость твердосплавных инструментов зависит от марки твердого сплава и от рода обрабатываемого материала. При чистовом точении стали удельный износ u0 сплава Т30К4 равен 4 μ, Т15К6 — 7 μ, Т5К10 — 10 μ, ВK4 — 30 μ. Следовательно, для чистового точения лучше применять инструмент из сплава Т30К4. Размерная стойкость алмазных режущих инструментов, предназначенных для чистовой обработки, в 6—10 раз больше по сравнению со стойкостью твердосплавных инструментов. Существенно влияет на стойкость инструмента материал обрабатываемой детали. Например, при резании стали жаропрочных сортов удельный износ в несколько раз больше износа, возникающего при резании обычных углеродистых сталей. Большое влияние на износ режущего инструмента оказывают режимы резания. Наиболее существенно он зависит от скорости резания. При увеличении ее износ, как правило, резко возрастает. Значительно меньшее влияние на него оказывают подача и глубина резания, особенно при чистовых режимах обработки. Например, увеличение глубины резания при чистовой обработке с 0,1 до 0,5мм повышает размерный износ лишь на 20—30%. Высокое качество заточки и доводки твердосплавных инструментов резко увеличивает размерную стойкость их. При тонкой чистовой обработке деталей доводке инструмента следует уделять особое внимание. По данным 1ГПЗ размерная стойкость инструмента составляет 30—50% общей стойкости. Размерным износом в основном обусловлен выход размеров деталей за пределы допускаемых отклонений в процессе обработки. Это влечет за собой необходимость восстановления настройки, что вызывает простои станков. Установлено, что на настройку по причине размерного износа затрачивается до 10—15% общего рабочего времени станков. Поэтому уменьшение влияния размерного износа на точность обработки существенно сказывается на повышении производительности труда станочников. 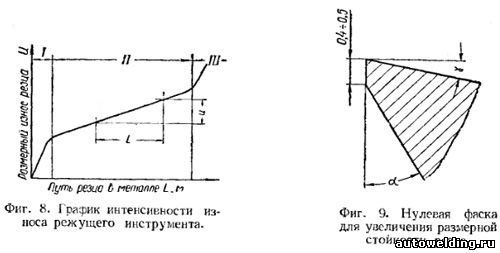
Более широкое внедрение новых твердосплавных материалов, применение для чистовой обработки режущих инструментов из термокорундов и алмазов, улучшение качества заточки режущих инструментов и доводки их, применение оптимальных режимов резания — это важнейшие пути увеличения размерной стойкости инструмента. А. Д. Марков предложил изготовлять режущие инструменты, снабженные по задней грани фаской (фиг. 9) шириной 0,4—0,5 мм; задний угол фаски равен нулю. Этим размерная стойкость инструмента увеличивается примерно в два раза. Устройства автоматической поднастройки являются лучшим средством, устраняющим влияние износа инструмента на точность обработки. В.И. Ишуткин. Настройка металлорежущих станков. Машгиз. 1960.
|


