Режимы резания при фрезеровании
Последовательность расчета режимов резания при обработке заготовок различными фрезами изложена в справочнике Режимы резания металлов: Справочник / Ю.В. Барановский, Л.А. Брахман, А.И. Гдалевич и др. — М.: НИИТАвтопром, 1995. — 456 с. (разд. 2, карта Ф-1). Для примера рассмотрим методику расчета режимов резания на одношпиндельных фрезерных станках с прямолинейной подачей. 1. Расчет длины рабочего хода Lр.х., мм (при обработке нескольких деталей их комплект рассматривается как одна деталь), с учетом длин L, рассчитанных для отдельных инструментов, и последовательности их работы производится по формуле Lр.х.=Lр + Lп + Lд, где Lр — длина резания, равная длине обработки, измеренной в направлении подачи; Lп — величина подвода, врезания и перебега инструмента (значение Lп см. в Приложении 5 справочника Режимы резания металлов: Справочник / Ю.В. Барановский, Л.А. Брахман, А.И. Гдалевич и др. — М.: НИИТАвтопром, 1995. — 456 с.); Lд — дополнительная величина хода, вызванная в ряде случаев особенностями наладки и конфигурации деталей.2. Назначение расчетной подачи на зуб фрезы Sz, мм/зуб, производят по карте Ф-2. При этом учитывают следующие исходные данные: обрабатываемый материал и его твердость; тип и инструментальный материал фрезы; в зависимости от типа фрезы — глубина резания t, ширина фрезерования B, диаметр фрезы d и число зубьев z. Например, при обработке чугуна торцовыми и дисковыми фрезами подачу на зуб фрезы Sо можно выбрать по табл. 2.8 (фрагмент карты Ф-2), а соответствующую ей подачу Sо определить по формуле Sо = SzZ. 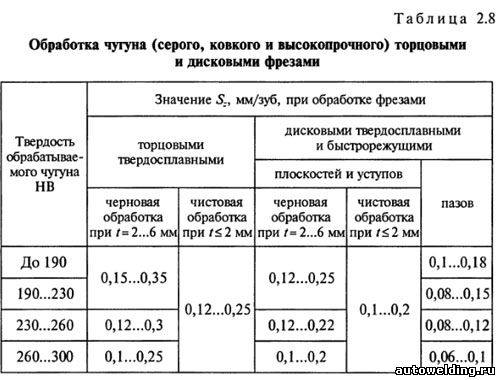
Примечания. 1. Большие значения подач необходимо применять при жесткой технологической системе, меньшие — при ее пониженной жесткости.
2. Меньшие значения подач необходимо применять при прорезывании глубоких пазов и при работе фрезами небольших размеров. 3. Назначение стойкости инструмента Tр, мин, производится по карте Ф-3 в зависимости от типа фрезы и ее диаметра d, площади фрезеруемой поверхности F и коэффициента загрузки фрезы К по формуле Тр= ТмλК, где Тм — стойкость в минутах основного времени; λ — коэффициент времени резания; К — коэффициент, учитывающий неравномерность загрузки инструмента.Значения входящих в формулу коэффициентов указаны в карте Ф-3. 4. Расчет скорости резания v, м/мин, частоты вращения шпинделя n, об/мин, и минутной подачи Sм, мм/мин, для различных фрез производится в четыре этапа в зависимости от обрабатываемого материала, типа и инструментального материала фрезы, диаметра фрезы d и числа зубьев z, подачи Sz, глубины резания t или ширины фрезерования B, а также стойкости инструмента Tр. 4.1. Определение рекомендуемых значений v для каждого инструмента в наладке (табл. 2.9, фрагмент карты Ф-4 справочника). 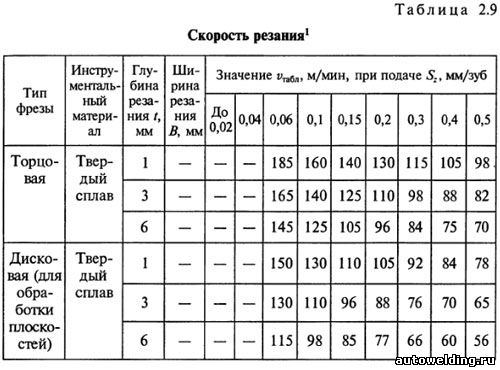
1 - Данные по обрабатываемости конструкционных материалов, инструментальным материалам и смазочно-охлаждающим жидкостям представлены в Приложениях 1, 2, 3 справочника Режимы резания металлов: Справочник / Ю.В. Барановский, Л.А. Брахман, А.И. Гдалевич и др. — М.: НИИТАвтопром, 1995. — 456 с. 4.2. Расчет частоты вращения шпинделя п, соответствующей рекомендуемой скорости v, для каждого инструмента по формуле п = 1000v/(πd). 4.3. Назначение частоты вращения шпинделя n по паспорту станка (не рекомендуется превышать минимальные значения, определенные на этапе 4.2, более чем на 15 %). Скорость резания v, м/мин, определяется по формуле: v=vтаблK1K2 где vтабл — скорость резания по таблице, м/мин; K1 — коэффициент, зависящий от марки обрабатываемого чугуна и инструментального материала; K2 — коэффициент, зависящий от стойкости инструмента Tр. 4.4. Расчет минутной подачи мм/мин, по формуле Sм=Sоn и уточнение ее по паспорту станка. 5. Расчет основного времени To, мин, при обработке комплекта деталей, установленных на столе станка, To = Lр.х.Sм, где Lр.х. — длина рабочего хода, мм (см. этап 1); Sм — минутная подача, мм/мин (см. этап 4.4). 6. Корректирование режимов резания в соответствии с данными Приложения 7 (Режимы резания металлов: Справочник / Ю.В. Барановский, Л.А. Брахман, А.И. Гдалевич и др. — М.: НИИТАвтопром, 1995. — 456 с.), когда время To, рассчитанное на этапе 5, меньше основного времени, соответствующего заданной производительности.7. Выполнение проверочных расчетов по мощности резания Np состоит из двух этапов. 7.1. Определение значения кВт, для каждой фрезы по формуле, приведенной в карте Ф-6: Np = NrK, где Nr — мощность резания по данным графика (см. карту Ф-6), определяемая в зависимости от объема срезаемого слоя Q в единицу времени (при колеблющихся значениях мощности резания из-за переменного числа одновременно работающих зубьев значение Nr, принимают равным среднему значению мощности); К — коэффициент, зависящий от обрабатываемого материала и его твердости. Значения этого коэффициента приведены ниже. 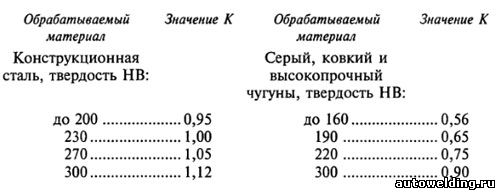
Значение Q, см3/мин, определяют по формуле Q=tBSм/ 1000, где t — глубина резания, мм; В — ширина фрезерования, мм; Sм — минутная подача, мм/мин. 7.2. Проверка мощности двигателя производится по данным Приложения 6 справочника Режимы резания металлов: Справочник / Ю.В. Барановский, Л.А. Брахман, А.И. Гдалевич и др. — М.: НИИТАвтопром, 1995. — 456 с.. Источник: Черпаков Б.И., Альперович Т.А. "Металлорежущие станки", учебник. -М. 2003
|