Сущность способов настройки станков по установам и эталонам
Способ настройки станков с помощью установов и эталонов нашел на производстве широкое применение. Время, затрачиваемое на настройку этим способом, меньше времени настройки по данным о размерах пробной обработки. В этом заключается преимущество рассматриваемого способа. При этом способе рабочие положения режущего инструмента определяют, доводя их образующие режущие кромки до касания с поверхностями установов или щупов, находящихся на поверхностях установов. Эталон, по которому настраивают станок, имеет форму детали. Обычно его закаливают и шлифуют. При настройке эталон устанавливают на станок вместо обрабатываемой детали (фиг. 30), а суппорты с резцедержателями доводят до положений, занимаемых ими в момент, когда заканчивается обработка детали. При таком положении суппортов инструменты закрепляют в резцедержателях после того, как образующие режущие кромки их доведены до соприкосновения с соответствующими поверхностями эталона. Процесс настройки заканчивается закреплением инструмента и последующим отводом суппортов в исходные положения. 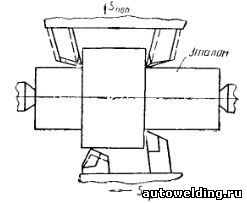
Фиг. 30. Настройка станка по эталону. В процессе установки инструментов по установам и эталонам сила резания отсутствует и не деформирует систему деталь — станок — инструмент. Настройка, осуществляющаяся при этом условии, получила название статической. При обработке сила резания деформирует систему, изменяя относительное положение инструментов и детали. Поэтому размеры эталонов должны быть подобраны таким образом, чтобы после отжатий, возникающих под действием силы резания, настроечные размеры были равными или близкими к оптимальным их значениям. В литературе иногда рекомендуют принимать размеры эталонов равными средним арифметическим от максимальных и минимальных размеров, определяющих величину допуска на обработку. Однако величина отжатия зависит от режимов резания, жесткости системы, состояния станка, которые могут изменяться в широких пределах, и от других причин. Поэтому такое мнение для подавляющего большинства случаев настройки по эталонам следует считать ошибочным. Размеры эталонов можно определить, пользуясь или специальной методикой расчета, или опытными данными о фактических размерах деталей, обработанных после настройки. Последний способ определения размеров эталонов обладает рядом преимуществ и является более приемлемым.
В.И. Ишуткин. Настройка металлорежущих станков. Машгиз. 1960.
| 

