Устройство круглошлифовального центрового станка
Эти станки предназначены для продольного и врезного шлифования наружных цилиндрических, пологих конических и торцовых поверхностей заготовок с установкой заготовок в центрах или патроне.
Станок состоит из станины 18 с направляющими (см. рис. 7.1, б), на которых смонтирован нижний стол 20, несущий на себе поворотный верхний стол 19 с установленными на нем передней 2 и задней 12 бабками. В задней бабке предусмотрены рукоятки 11 для ручного зажима пиноли бабки. Верхний стол 19 при шлифовании конусов может поворачиваться вокруг оси 16, закрепленной на нижнем столе 20. Ручное перемещение нижнего стола по направляющим станины осуществляется от маховика 17 через специальный механизм, а механическое — от гидравлического цилиндра, находящегося в станине.
На задней стороне станины на поперечных направляющих смонтирована шлифовальная бабка 7 с механизмом быстрого подвода шлифовального круга к заготовке. На корпусе шлифовальной бабки закреплен механизм 8 поперечных подач с маховиком 6 для ручного поперечного движения подачи, рукоятками включения автоматических подач и дросселями регулирования скорости черновой и чистовой подач. Здесь же установлен механизм 5 автоматической правки круга.
На лицевой стороне станины расположена панель гидроуправления 14 с рукояткой 13 быстрого подвода-отвода шлифовальной бабки и дросселями регулирования реверса и скорости стола. Педалью 15 производится гидравлический отвод пиноли задней бабки 12.
На стойке смонтирован пульт управления 9 с пусковыми кнопками и переключателями. С левой стороны станка расположен электрошкаф 1, а с правой — гидростанция 10. Подача СОЖ осуществляется рукояткой 3. При необходимости на станке может быть установлен люнет 4.
Главное движение резания — вращение шлифовального круга, установленного на шлифовальной бабке Д (рис. 7.3), производится от электродвигателя М2 через клиноременную передачу ф112/ ф147. Уравнение кинематической цепи главного движения имеет следующий вид:

где nш.к — частота вращения шлифовального круга, мин-1; 0,985 — коэффициент скольжения ремня.
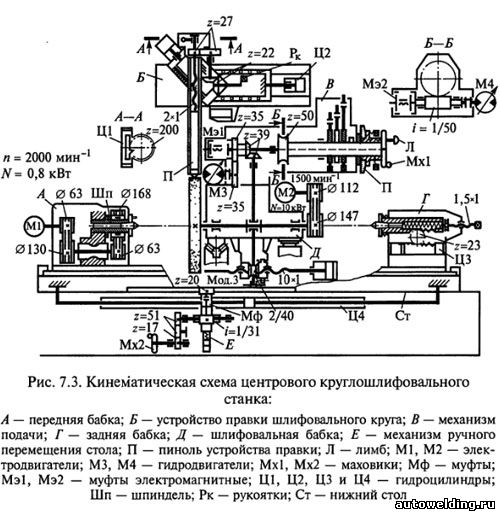
Круговое движение подачи — вращение шлифуемой заготовки на передней бабке А — производится от электродвигателя M1 постоянного тока с бесступенчатым регулированием частоты вращения посредством двух клиноременных передач: ф63/ф130 и ф63/ф168, обеспечивающих частоту вращения шпинделя 40...400 мин-1. В передней бабке шпиндель Шп с центром неподвижен и вращение заготовки осуществляется от поводка планшайбы.
Ручное перемещение стола происходит от механизма Е при вращении маховика Мх2, от которого движение передается нижнему столу Ст через зубчатые колеса z= 17/51/51, червячную передачу i = 1/31, муфту Мф, реечное колесо z = 20 и рейку, закрепленную на нижнем столе.
Продольное гидравлическое перемещение стола осуществляется от гидравлического цилиндра Ц4, установленного неподвижно на станине. Концы штоков поршня цилиндра прикреплены к нижнему столу Ст станка. Скорость перемещения стола составляет 0,5...5 м/мин.
Ручное поперечное движение подачи шлифовальной бабки производится механизмом подачи В с помощью маховика Мх1 при включенной электромагнитной муфте Мэ1, вращение которого через коническую z = 39/39 и червячную i = 2/40 передачи передается на шариковую гайку винта 10 x1 поперечного движения подачи.
Быстрое установочное перемещение шлифовальной бабки к заготовке выполняется от гидродвигателя М3 при выключенной электромагнитной муфте Мэ1. В этом случае движение от гидродвигателя через зубчатые колеса z = 35/35 и указанную кинематическую цепь передается винту 10 х 1 поперечного движения подачи.
Непрерывные автоматические подачи шлифовальной бабки производятся от гидродвигателя М4 при включенной электромагнитной муфте Мэ2 через червячную передачу i = 1/50, муфту Мэ1 и далее через указанную кинематическую цепь на винт 10 х 1 поперечного движения подачи. При этом движении происходит вращение маховика Мх1 с лимбом Л.
Электромагнитная муфта Мэ2 включает периодическое автоматическое движение подачи шлифовальной бабки.
Движение при правке шлифовального круга обеспечивает одно- или двухпроходную правку по гладкому или ступенчатому копиру. Продольное перемещение устройства правки Б вдоль образующей круга осуществляется от гидроцилиндра Ц2. Поперечное движение подачи пиноли П с алмазом на глубину правки производится: вручную — от рукоятки Рк через конические колеса z = 22/22 и цилиндрические z = 27/27 и далее передается на винт 2 х 1 пиноли; автоматически — от гидравлического цилиндра Ц1 (см. сеч. А—А) через плунжер с собачкой, находящейся в зацеплении с храповым колесом z = 200, и далее на винт 2х 1 пиноли.
Перемещение пиноли с центром задней бабки Г осуществляется автоматически от поршня-рейки гидроцилиндра Ц3 через зубчатое колесо z = 23 или вручную при вращении винта 1,5 х 1.
Шлифовальная бабка (рис. 7.4). Вращение шпинделю 14 круга 13 сообщается от электродвигателя через клиноременную передачу 5 на шкив 4.
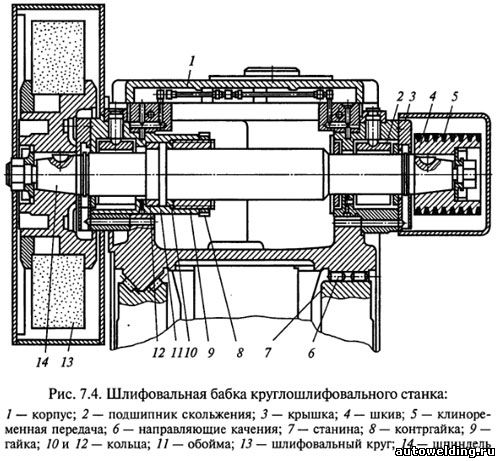
Шпиндель смонтирован в корпусе 1 на двух трехвкладышных гидродинамических подшипниках скольжения 2. В подшипники от насоса смазывания подается под давлением масло, образующее масляный клин между шейкой шпинделя 14 и вкладышами подшипника 2. В осевом направлении шпиндель устанавливается по бурту между сферическими кольцами 10 и 12, закрепленными в неподвижной обойме 11 с помощью гайки 9 и контргайки 8. Поперечное движение подачи шлифовальной бабки по направляющим качения 6 станины 7 осуществляется от механизма поперечных подач, установленного на станине.
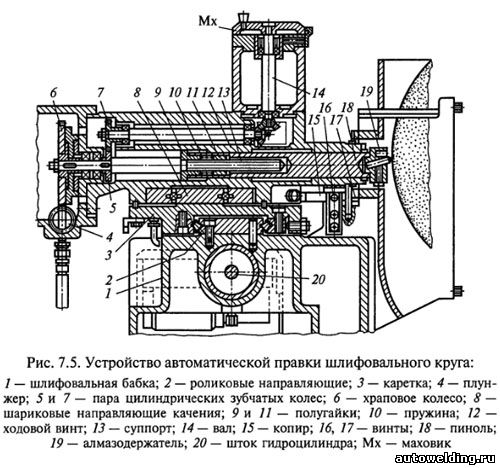
Устройство автоматической правки круга устанавливается на шлифовальной бабке 1 (рис. 7.5). Копирная система обеспечивает правку наружной поверхности круга по заданному профилю. Включение устройства происходит или автоматически от срабатывания реле счета обработанных заготовок, или вручную — от кнопки. Устройство смонтировано на каретке 5, перемещаемой штоком 20 гидроцилиндра вдоль круга по роликовым направляющим 2 шлифовальной бабки 1. Скорость движения штока регулируется бесступенчато дросселем. К каретке 3 привинчены направляющие 8, несущие суппорт 13 с пинолью 18 и установленным на ней алмазодержателем 19 с алмазом. Каретка под действием пружин прижимается к копиру 15, неподвижно укрепленному на шлифовальной бабке 7. Копир может точно выставляться с помощью винтов 16 и 17. Перемещение пиноли 18 в суппорте 13 осуществляется от ходового винта 12, получающего вращение от маховика Мх через вал 14 и пару зубчатых колес 7 и 5 или от храпового колеса 6, периодически поворачиваемого собачкой гидравлического плунжера 4. Устранение зазора в резьбе между ходовым винтом 12 и полугайками 9 и 11 осуществляется пружиной 10.
| 

