Пайка погружением в расплавленные соли
Применяются печи — ванны тигельные, электродные однофазные с циркуляцией соли, прямоугольные электродные и электродные трехфазные. Границы применения. Размеры: преимущественно мелкие и средние детали. Материал: углеродистые и конструкционные стали, жаропрочные сплавы, медь, никель, алюминий и их сплавы. Область использования: производство свертных стальных труб, металлорежущего инструмента, корпусов радиоэлектронной аппаратуры из алюминиевых сплавов, медных и алюминиевых теплообменных аппаратов и др. Степень механизации: высокая. Параметры пайки: температура ванны на 30—50 °С выше температуры плавления используемого припоя, продолжительность пайки от 5 с до 3 мин. Тип соединения: см. ГОСТ 19249—73; ширина зазора 0,05—0,2 мм. Припои: медные, серебряные, алюминиевые. Соли: смеси, содержащие хлориды натрия, бария, калия, кальция и фториды калия, алюминия. Техника пайки. При пайке погружением в расплавленные соли необходима тщательная сборка деталей. Паяемые детали фиксируют точечной сваркой, развальцовкой, кернением или в специальных приспособлениях из коррозионностойкой стали. Припой размещают так, чтобы он не был смещен солевой средой. Массивные детали предварительно нагревают в печи до 300—350 °С, а затем погружают в расплавленную соль. В отдельных случаях для повышения качества пайки применяют предварительное флюсование с использованием фторсодержащих солей. 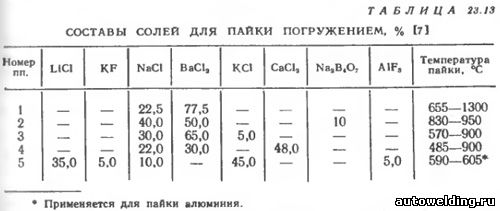
После пайки и охлаждения до 200—250 °С детали промывают в горячей воде до полного удаления остатков соли и сушат в потоке воздуха или в печи при 100—120 °С. Внимание! При пайке никеля или его сплавов недопустимо присутствие в ванне серы, которая вызывает образование трещин. Соли перед загрузкой в печь или ванну должны быть обезвожены, так как в присутствии влаги некоторые компоненты, например LiCl, теряют флюсующие свойства.
| 

