Пайка стыков обсадных труб нефтяных и газовых скважин
С ростом глубины бурения нефтяных и газовых скважин повысились требования к прочности и эксплуатационным свойствам труб нефтяного сортамента и способам их соединения. Для соединения труб над устьем скважин обычно использовались только резьбовые соединения и сварные с применением электродуговой или контактной сварки. Недостатками этих способов соединения труб обсадных колонн являются: 1) наличие подкладных колец, ослабляющих тело трубы и повышающих металлоемкость конструкции; 2) сложность изготовления, хранения и транспортировки подкладных колец большого диаметра с толщиной стенки 2.5 мм; 3) трудность обеспечения соосности труб при сборке под сварку над устьем скважины; 4) наличие внутреннего и наружного грата при применении контактной сварки; 5) увеличение диаметра обсадной колонны за счет муфт при применении резьбового соединения. Технологический процесс соединения труб пайкой над устьем скважин включает: 1) разделку торцев труб; 2) сборку под пайку (припой и флюс вносятся в зазор в виде кольца по форме стыка труб); 3) нагрев токами высокой частоты при приложении осевого усилия. Соединение обсадных труб над устьем скважин пайкой с применением припоя на железной основе П-87 обеспечивает соединение стандартных труб и из легированных сталей. При этом отсутствует внутренний и наружный грат; обеспечивается надежная герметичность; прочность паяного соединения соответствует прочности основного металла труб; имеется возможность распая соединения. Длина паяной колонны на скважине № 509 Кюрсанги-южная Кюрсангинского УБР составила 1553 м, а на скважине № 1 пл. Ширванли Джарлинского УБР - 2005 м. Пайка стыков обсадных труб производится с V-образной разделкой, угол при вершине 60°, припой П-87, флюс № 201. Режимы индукционного нагрева стыков труб типоразмера Ø 168 х 10 приведены в табл. 9. 9. Режимы индукционного нагрева стыков труб Ø 168 х 10 мм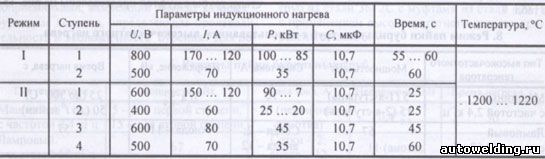
Обсадка нефтяных скважин колоннами труб, стыкованными пайкой припоем Г1-87, показала надежность и перспективность этого метода и получила широкое распространение. Источник публикации: autowelding.ru - Справочник по пайке. Под ред. И.Е. Петрунина.
Источник: http://пайка
| 

