Производство паяных решетчатых опор линий электропередачи
Опоры ЛЭП являются одними из ответственных элементов электроэнергетики. Металлические опоры из стали СтЗсп выпускаются в болтовом и сварном исполнении. Болтовые опоры ввиду отсутствия сварных швов устойчивее против коррозионного разрушения и обеспечивают при транспортировке высокий коэффициент загрузки вагонов. Но они трудоемки при сборке, и, соответственно, удорожается стоимость монтажных работ. Применение сварных опор ЛЭП нерентабельно, так как при этом возрастает стоимость автомобильных и железнодорожных перевозок. Кроме того, производство решетчатых металлических опор слабо механизировано, сварка осуществляется вручную. Решетчатая опора под пайку конструктивно изменена по сравнению со сварной, выполняется из трех плоских независимых панелей, которые легко транспортировать, обеспечивая высокий процент загрузки вагонов. Паяные соединения в отличие от сварных имеют сплошное прилегание раскосов к поясам; в итоге при цинковании образуется монолитная конструкция панели и, соответственно, опоры при сборке. Пояса стоек и траверсы состоят из двух ветвей тонкостенного профиля сечением 40 х 90 х 55 х 4 мм, соединяемых болтами или пайкой через прокладки толщиной 8 мм. Решетка стоек и боковые решетки траверсы выполнены из гнутого швеллера сечением 32 х 25 х 3 мм, а решетка нижней грани траверсы - из гнутого уголка 50 х 50 х 3 мм. Крепление раскосов к поясам осуществляется пайкой. Материал конструкции опоры - сталь СтЗсп. Паяная опора подлежит горячей оцинковке. Конструкция плоских панелей позволяет не только механизировать процесс производства, но и облегчает и удешевляет транспортировку и монтаж опор. Преодолевается и недостаток сварных опор, связанный с низкой коррозионной стойкостью. Конструкция промежуточной паяной опоры на оттяжках представлена на рис. 16. Стойки и траверса опоры - трехгранного сечения. Особенностью конструкции опоры является применение холодногнутых профилей (пояса и раскосы). 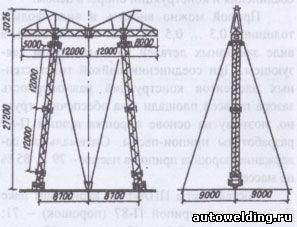
Рис. 16. Конструкция паяной опоры ЛЭП-500 Основные параметры и размеры опоры: Рабочее напряжение, кВ.....500
Габариты, м:
расстояние между крайними подвесками.....24
расстояние между опорными шарнирами.....17,4
высота опоры до траверсы.....27,2
полная высота опоры.....32,4
Масса опоры без учета массы покрытия, кг.....6007 Технологический процесс пайки решетчатых опор ЛЭП включает: заготовку элементов конструкции, сборку, нанесение припоя, закрепление элементов конструкции, нагрев, пайку, нанесение защитных покрытий. Припои типа твердого раствора на железной основе нетребовательны к состоянию поверхности. Ржавчина в местах пайки не влияет на прочностные и другие характеристики паяных соединений. Сборка под пайку осуществляется на специальных стендах. Проведенные исследования показали, что при пайке металлоконструкций из стали ВСтЗ припоем П-87 максимальная прочность достигается при зазоре 0,4 ... 0,5 мм. Увеличение зазора до 1,1 ... 1,2 мм вызывает снижение прочности до 10 %, поэтому оптимальным при пайке стали ВСтЗ припоем П-87 считается зазор 0,4 ... 0,8 мм. Следует, однако, учитывать, что при пайке в отличие от сварки соединение осуществляется по плоскости, поэтому паяные швы имеют более высокий запас прочности; некоторое снижение предела прочности на срез с увеличением зазора практически не влияет на прочность паяного соединения и конструкции опоры в целом. Припой можно вносить в виде фольги толщиной 0,3 ... 0,5 мм, паст или порошка, в виде закладных деталей на полимерном связующем. При соединении пайкой толстостенных элементов конструкций равномерность зазора по всей площади шва обеспечить трудно, поэтому на основе порошка припоя П-87 разработаны припои-пасты. Оптимальное содержание порошка припоя в пастах - 79 ... 85 % по массе. Состав пасты ППА-1 на акриловом лаке (% по массе): припой П-87 (порошок) - 71; акриловый лак АС-84 - 12; ацетон - 12; флюс АП-1 - 4,5; триэтиламин - 0,5. Состав пасты ПГ1Э-1 на основе кремний-органической эмульсии (% по массе): припой П-87 (порошок) - 83,4; эмульсия кремнийорганическая КМ-11/70 - 4; дистиллированная вода - 7; флюс ЛП-1 - 4,8; триэтиламин - 0,4; крахмал - 0,3; марганцово-кислый калий - 0,1. Нагрев при пайке может осуществляться токами высокой частоты методом электросопротивления, а также с применением газовых горелок. В условиях массового производства наиболее целесообразна групповая пайка плоских панелей методом сопротивления на контактных машинах типа сварочных со специальными электродами, создающими рассредоточенный нагрев. При индукционном или газопламенном нагреве необходимы специальные приспособления для поджатия соединяемых элементов. При пайке конструкций из стали СтЗ припоем П-87 (флюс ЛП-1) с индукционным нагревом оптимальный режим пайки для элементов толщиной 5 ... 8 мм: скорость нагрева 70 ... 80 °С/мин, температура пайки 1180 °С, выдержка 60 с, охлаждение естественное. По месту пайки устанавливают выносные трансформаторы ТВД-500 с разъемными индукторами и смонтированный на трансформаторе пневмоцилиндр для создания давления при пайке. Источник питания - машинный генератор МГЗ-102-А. Трансформаторы могут быть установлены стационарно, и изделие, уложенное в кондуктор-тележку, последовательно с определенным шагом проходит через индуктор или трансформатор с индуктором и цилиндром, установленными на тележку, передвигается вдоль изделия. Режим индукционной пайки панелей опор ЛЭП ППО-500 (припайка раскоса к поясу): площадь спая 900 мм2; температура пайки 1180 °С; удельное давление 0,1 ... 0.2 кгс/мм2 (10 ... 20 МПа); время выдержки 140 с; напряжение 750 В. Обработка после пайки включает травление в растворе серной кислоты, промывку в проточной холодной и теплой воде (30 ... 40 °С), флюсование с последующей сушкой и горячее цинкование. Соединение при пайке осуществляется по плоскости, поэтому «карманы» не образуются, что исключает попадание коррозионно-активных растворов в зазоры и обеспечивает высокую коррозионную стойкость конструкций. Испытания натурных конструкций в статических условиях, а также на удар и вибрацию показали, что они обладают высокой прочностью и надежностью. Искусственно вводимые непропаи площадью до 60 % площади соединения, но не выходящие в галтельные участки, практически не снижают статической прочности конструкции. Испытания цельнопаяных опор ЛЭП-500 производились на испытательном полигоне института ОРГРЭС. В процессе испытаний установлено, что они полностью удовлетворяют требованиям, предъявляемым к сварным опорам ЛЭП при значительно меньшей массе. Испытания на воздействие влаги, морского тумана, динамическое воздействие пыли, хладостойкость, коррозионную стойкость показали, что конструкция паяной опоры отвечает всем техническим требованиям. Экономическая и техническая целесообразность перехода от сварки на пайку в производстве решетчатых металлоконструкций опор ЛЭП складывается из повышения производительности труда при применении механизированных способов заготовки, сборки и пайки опор ЛЭП, снижения стоимости перевозок (коэффициент использования подвижного состава при перевозке сварных опор составляет 1,5 ... 6 %), сокращения эксплуатационных расходов за счет снижения металлоемкости паяной опоры ЛЭП. Партия цельнопаяных решетчатых опор ЛЭП и цельнопаяных решетчатых траверс опор ЛЭП-500 была установлена на линии электропередачи Владимир - Суздаль. Источник публикации: autowelding.ru - Справочник по пайке. Под ред. И.Е. Петрунина.
| 

