

Виды сварки - Диффузионная сварка
Диффузионная сварка
В 1953 г. профессором Н.Ф. Казаковым был разработан принципиально новый способ соединения материалов – диффузионная сварка в вакууме. При диффузионной сварке сварное соединение образуется в результате совместного воздействия давления и нагрева. Отличительной особенностью диффузионной сварки является применение относительно высоких температур нагрева и низких удельных давлений, обычно не превышающих предела текучести свариваемых материалов при температуре сварки. При диффузионной сварке выделяют две основные стадии образования качественного сварного соединения.
Первая стадия – создание физического контакта, при котором все точки соединяемых материалов находятся друг от друга на расстоянии межатомных взаимодействий. Вторая стадия – формирование структуры сварного соединения под влиянием процессов релаксации. Исследования, проведенные в нашей стране и за рубежом, показали, что параметрами, определяющими процесс соединения при диффузионной сварке в вакууме, являются давление, температура, длительность их воздействия, состояние и рельеф свариваемых поверхностей. При дальнейших исследованиях было установлено, что предварительная обработка свариваемых деталей (рельеф) влияет не только на создание физического контакта, но и в значительной степени определяет протекание диффузионных процессов за счет изменения тонкой структуры поверхностных слоев. Любая подготовка свариваемых поверхностей (механическая, электролитическая, химическая и др.) не исключает образование оксидов на поверхности металла. Однако этот фактор не всегда оказывает отрицательное влияние на протекание процесса, так как для большинства металлов нагрев в вакууме до температуры, используемой при сварке ((0,7–0,8) Тпл), и соответствующая выдержка во времени при этой температуре достаточны для самопроизвольной очистки свариваемых поверхностей от оксидов.
Давление, применяемое при способах сварки без расплавления материалов, по современным представлениям, выполняет три задачи: - разрушение в результате пластического течения поверхностных слоев металла и частичное удаление окисных пленок и загрязнений; - сближение свариваемых поверхностей для обеспечения физического контакта и эффективного атомного взаимодействия; - обеспечение активации поверхностей для протекания процессов диффузии и рекристаллизации. Процесс может осуществляться с использованием различных тепловых источников нагрева. Чаще всего на практике находят применение индукционный, радиационный, электронно-лучевой нагрев, а также нагрев проходящим током, тлеющим разрядом и в расплаве солей. В последнем случае расплав солей выполняет роль среды, в которой осуществляется диффузионная сварка. Кроме вакуума, в качестве среды могут быть использованы защитные или восстановительные газы. При сварке материалов, имеющих относительно небольшое сродство к кислороду, процесс можно вести на воздухе. В практике диффузионной сварки известно применение двух технологических схем процесса, различающихся характером приложения нагрузки. В одной из них используют постоянную нагрузку по величине ниже предела текучести. При этом процессы, развивающиеся в свариваемых материалах, аналогичны ползучести. Такую технологию называют диффузионной сваркой по схеме свободного деформирования. По второй схеме нагрузка и пластическое деформирование обеспечиваются специальным устройством, которое перемещается в процессе сварки с контролируемой скоростью. Такую технологию называют диффузионной сваркой по схеме принудительного деформирования. Диффузионной сваркой в вакууме практически освоено соединение около 500 композиций металлов, сплавов и неметаллических материалов.
К настоящему времени создано более 70 типов установок диффузионной сварки. Каждая установка, независимо от ее типа, должна включать в себя пять основных систем (рис. 1.43):
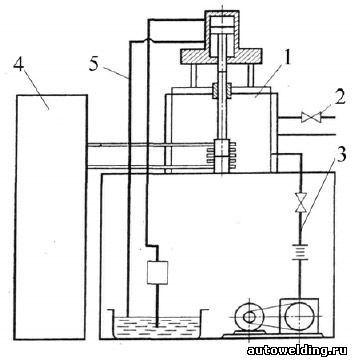
Рис. 1.43.: 1 – рабочая камера; 2 – система охлаждения; 3 – вакуумная система; 4 – источник нагрева; 5 - система давления
- создания вакуума или контролируемой атмосферы (3);
- сжатия свариваемых деталей (5);
- нагрева (4);
- охлаждения (2);
- контроля параметров сварки и управления процессом.
Разработка и создание установок для диффузионной сварки в настоящее время ведутся в направлении унификации систем (вакуумной, нагрева, давления, управления) и сварочных камер. Меняя камеру в этих установках, можно значительно расширить номенклатуру свариваемых узлов. С помощью диффузионной сварки в вакууме, кроме уже отмеченных соединений металлов и сплавов, получают высококачественные соединения керамики с коваром, медью, титаном; электровакуумных стекол, оптической керамики, сапфира, графита с металлами; композиционных и порошковых материалов и др. Соединяемые заготовки могут быть весьма различны по своей форме, иметь компактные или развитые поверхности контактирования. Геометрические размеры свариваемых деталей находятся в пределах от нескольких микрометров (при изготовлении полупроводниковых приборов) до нескольких метров (при изготовлении слоистых конструкций).
Способ соединения диффузионной сваркой является экономичным. Он не требует дорогостоящих припоев, специальной проволоки и электродов, флюсов, защитных газов. Более того, отпадает последующая механическая обработка и потеря ценного металла; масса конструкции не увеличивается, что имеет место при сварке, пайке и склеивании. Свойства металла в зоне соединения не изменяются, поэтому термическая обработка необязательна. Установки для диффузионной сварки можно устанавливать в линиях механической обработки и сборки деталей и узлов. Расход энергии и мощности потребления их на сварку в 4—6 раз меньше, чем, например, при контактной сварке.
Диффузионную сварку от других видов сварки отличает гигиеничность процесса: отсутствие ультрафиолетового излучения, вредных брызг металла, мелкодисперсной пыли, что весьма важно для охраны здоровья работающих.
Опыт многих предприятий, НИИ, КБ показал, что диффузионная сварка успешно конкурирует с другими традиционными видами сварки.
За последнее время взгляды на диффузионную сварку принципиально изменились. Из процесса для соединения материалов, которые трудно или невозможно соединять обычными способами сварки плавлением и пайки, она превратилась в общедоступный процесс соединения как небольших деталей, так и крупных; установлена ее конкурентоспособность с существующими способами сварки плавлением и пайкой.
Далее Диффузионная сварка однородных металлических материалов
Источник: Николаев Г.А. "Сварка в машиностроении. Справочник. Т.1"
Конюшков Г.В., Мусин Р.А. "Специальные методы сварки давлением"
М.П. Шалимов, В.И. Панов "Сварка Вчера, Сегодня, Завтра". Екатеринбург, 2006
