

Виды сварки - Контактная сварка
Контактная сварка
Контактная сварка — один из наиболее распространенных и быстро разбивающихся способов получения неразъемных соединений самых разнообразных конструкционных материалов в широком диапазоне толщин и сечений. В настоящее время ~30 % всех сварных соединений выполняются с помощью контактной сварки, а по существующим прогнозам к 2000 г. доля этого способа в мировом сварочном производстве достигнет 40 %.
Широкое использование и перспективы контактной сварки в промышленности, особенно в массовом производстве, обусловлены следующими причинами:
1. Высокой технико-экономической эффективностью и, в частности, очень высокой производительностью процесса, намного превышающей производительность других способов сварки.
2. Возможностью легкой механизации, автоматизации и роботизации процесса сварки
3. Весьма благоприятным термодеформационным циклом, обеспечивающим достаточно высокое качество соединений большинства конструкционных материалов.
4. Высокой культурой и хорошими гигиеническими условиями технологического процесса.
Контактная сварка — процесс образования неразъемных соединений конструкционных металлов в результате их кратковременного нагрева электрическим током и пластического деформирования усилием сжатия, со стороны электродов.
Согласно ГОСТ 2601—84 контактная сварка принадлежит к термомеханическому (термодеформационному) классу способов сварки. Соединение в этом случае, как и при других способах сварки, образуется за счет формирования металлических связей между атомами в зоне контакта соединяемых деталей. При этом затрачивается тепловая и механическая энергия для обеспечения физического контакта и активации соединяемых поверхностей.
Контактная сварка — электротермодеформационный процесс (ГОСТ 2601—84), так как нагрев осуществляется проходящим током за счет выделения теплоты на электрических сопротивлениях разных участков соединения, в частности в общем случае и на контактных сопротивлениях, что послужило причиной появления термина «контактная сварка». В других странах (США, Япония, Великобритания) для определения этого способа получения соединений используют термин «сварка сопротивлением», который также подразумевает нагрев металла импульсным проходящим током — за счет действия внутренних источников теплоты. Как и при большинстве других наиболее распространенных способах сварки, например дуговой, металл нагревают до расплавления (точечная сварка, стыковая сварка оплавлением и т. п.), что гарантирует удаление поверхностных пленок и образование физического контакта по заданной площади.
Значительная пластическая деформация зоны сварки позволяет получать высокие механические свойства соединений разных конструкционных металлов, обеспечивает надежный электрический контакт между деталями, устойчивость процесса расплавления металла и защиту его от взаимодействия с окружающей средой (контактная точечная и шовная сварка).
Известные способы сварки классифицируются по ряду технических и технологических признаков (ГОСТ 19521—74):
1) по технологическому способу (форме) соединений — точечная, шовная, стыковая;
2) по конструкции соединения: виду сборки деталей — нахлесточные и стыковые (торцевые) соединения, предусмотренные выступы на одной из деталей — рельефная сварка;
3) по предельному состоянию металла в зоне сварки — с расплавлением металла и без расплавления;
4) по числу одновременно выполняемых соединений (швов) — одно- и многоточечная, сварка одним или сразу несколькими швами, одновременная сварка одного или нескольких стыков;
5) по способу подвода и роду сварочного тока — наиболее распространенные способы с кондукционным (контактным) подводом тока или с индукционным нагревом, характерным в основном для стыковой сварки; сварка импульсом переменного тока или униполярным импульсом (изменяющийся во времени ток одной полярности);
6) по применению дополнительных защитных или связующих компонентов (грунтов, эмалей, клеев, припоев) —сварка по слою грунта, клеесварные и сварнопаяные конструкции.
Особенности способа контактной сварки
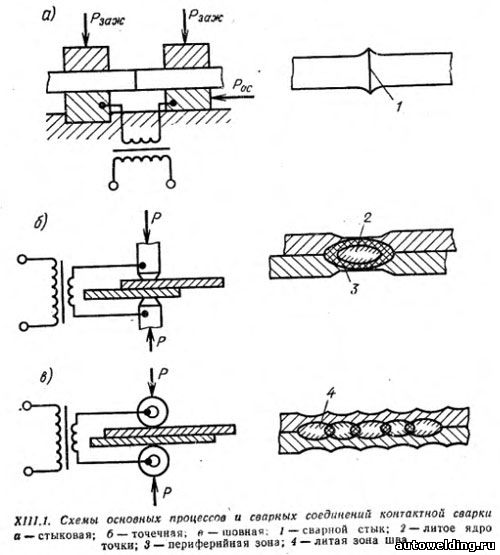
Контактную сварку (табл. XIII.1, рис. XIII.1) осуществляют с применением нагрева и давления, при этом для нагрева используют тепло, выделяющееся в контакте свариваемых частей при прохождении электрического тока.
XIII.1. Отличительные особенности основных видов контактной сварки
| Вид контактной сварки | Особенность сварки |
| Стыковая | Свариваемые части соединяют по поверхности стыкуемых торцов |
| В том числе: | |
| оплавлением | Нагрев металла осуществляется с оплавлением стыкуемых торцов |
| сопротивлением | То же, без оплавления стыкуемых торцов |
| Точечная | Сварное соединение образуется между торцами электродов, подводящих ток и передающих усилие сжатия |
| Рельефная | Соединение свариваемых деталей создается на отдельных участках их геометрической формы, в том числе по выступам |
| Шовная | Соединение свариваемых частей происходит между вращающимися роликовыми электродами, подводящими ток и передающими усилие сжатия |
Надлежащее качество сварных соединений для большинства видов контактной сварки (кроме стыковой сопротивлением) достигается нагревом металла в зоне сварочных контактов до расплавления, а прилегающих к этой зоне участков металла — до пластического состояния, обеспечивающего необходимую деформацию их под действием усилия сжатия.
Количество тепла Q, выделяемого в зоне сварки, можно определить по формуле Ленца — Джоуля
Q=I2Rt
где I — сварочный ток. A; R — общее активное сопротивление зоны сварки, Ом; t — время действия тока, с.
Сопротивление R в зоне сварки обычно незначительно. Время действия тока I назначают минимальным (секунды, доли секунд), с тем чтобы избежать излишних тепловых потерь. Нагрев при контактной сварке достигается применением в сварочной цепи тока I больших значений (150 кА и более) при этом напряжение обычно не превышает 30 В.
Контактная сварка отличается высокой производительностью, возможностью широкой механизации и автоматизации рабочих процессов, а также существенным снижением расхода основных и вспомогательных материалов. Указанные преимущества этого способа сварки с наибольшей эффективностью проявляются при массовом и крупносерийном производстве однотипных изделий в стационарных условиях работы (в цехах, мастерских).
К особенностям контактной сварки, затрудняющим применение ее в условиях строительства, следует отнести большие установочные мощности контактных машин (до 1000 кВ А и более), вызывающие необходимость подключения их к отдельному фидеру электрической сети; узкая специализация машин по видам сварных соединений (стыковые, точечные и др.); необходимость в большинстве случаев доставки к машинам заготовок изделий или конструкций; сложность контроля качества сварных соединений.
Области применения контактной сварки в промышленном строительстве
Примерный перечень металлопродукции с соединениями, выполняемыми различными видами контактной сварки, приведен в табл. XIII.2.
XIII.2. Перечень металлопроката с соединениями, осуществляемыми контактной сваркой
| Вид сварки | Свариваемые металлы | Перечень металлопроката (низкоуглеродистая сталь), размеры свариваемых сечений или толщин металла |
| Стыковая: сопротивлением | Сталь, алюминий, медь, сплавы меди и алюминия | Стержни с площадью сечения до 300 мм2, трубы диаметром до 40 мм (с газовой защитой), проволока диаметром от 6 до 8 мм |
| непрерывным оплавлением | Сталь низкоуглеродистая, углеродистая, низколегированная и легированная, алюминий, медь, сплавы меди и алюминия | Стержни, рельсы, толстостенные трубы с площадью сечения до 3000 мм2. Профильный и листовой прокат, тонкостенные трубы с площадью сечения до 6000 мм2 и выше |
| прерывистым оплавлением | То же | Профильный прокат, рельсы, трубы и т. д. Площадь сечения этих элементов в мелкосерийном производстве более 300, в массовом производстве более 1000 мм2 |
| Точечная (одно- и многоточечная) | Сталь низкоуглеродистая углеродистая, низколегированная, легированная, цветные металлы и сплавы | Листовой прокат толщиной до 20 мм, крестообразные соединения арматуры железобетона |
| Шовная | То же | Листовой прокат толщиной до 3+3 мм |
В настоящее время в промышленном строительстве контактную сварку применяют при изготовлении в стационарных условиях сеток, каркасов и других арматурных изделий железобетонных конструкций. Точечную сварку используют при изготовлении конструкций из открытых профилей стального проката с толщиной стенок до 6 мм. Стыковой сваркой соединяют короткоразмерные элементы из отходов проката для последующего его применения в конструкциях. Рельефная сварка осуществляется редко.
При изготовлении алюминиевых конструкций и изделий предусмотрена стыковая сварке угловых соединений рам окон и витражей из профильных элементов. Стыковой сваркой соединяют медные и алюминиевые провода (кабели) при электромонтажных работах.
В дальнейшем представляется целесообразным (с учетом использования существующего сварочного оборудования) более широкое распространение основных видов контактной сварки в промышленном строительстве для выполнения следующих работ:
стыковая сварка — угловые соединения рам окон, витражей и каркасов дверей из стальных и алюминиевых профилей; стыковые соединения различных труб; соединение стержневых элементов из профильного металла, включая использование их короткоразмерных отходов; производство режущего инструмента из разнородных сталей и сплавов;
точечная сварка — приварка листовых элементов из сталей или алюминиевых сплавов к окаймляющим каркасам трехслойных стеновых панелей; соединение элементов стальных несущих и ограждающих решетчатых конструкций (секции ферм, мачт, башен и др.) при толщине металла каждого элемента до 16 мм; приварка листовых элементов к каркасам лестниц и площадок;
шовная сварка — выполнение плотно-прочных швов при изготовлении секций тонкостенных труб, газовоздуховодов и других изделий из листового металла толщиной до 3 мм.
Подготовка элементов к контактной сварке
Перед сваркой обрезают, правят и взаимно подгоняют соединяемые элементы, а также очищают поверхности металла от ржавчины, окалины, смазки и других загрязнений.
Для стыковой сварки сопротивлением необходима тщательная обработка и подгонка торцов перпендикулярно оси заготовок без местных зазоров. При сварке труб торцы их совместно фрезеруют одной дисковой фрезой с последующей зачисткой напильником.
Для стыковой сварки оплавлением допускается менее тщательная подготовка торцов. Элементы можно нарезать на пресс-ножницах, механической пилой или кислородной резкой, после чего поверхности реза очищают от окалины и шлака.
Обработка элементов для точечной и шовной сварок обычно заключается в обрезке кромок (при наличии неровностей), правке и очистке листового металла в зоне соединения.
Очистку металла под контактную сварку осуществляют металлическими щетками (ручными или приводными), песко- или дробеструйными аппаратами, а также травлением в растворах кислот с последующей нейтрализацией в щелочной среде и промывкой в проточной воде.
При подготовке элементов, подлежащих стыковой сварке, очищают торцевые поверхности и участки металла в местах закрепления в зажимах сварочной машины. Листовые элементы перед точечной и роликовой сваркой очищают с двух сторон на ширине не менее 30—50 мм в местах расположения сварных точек или швов.
При недостаточно очищенной поверхности металла заметно снижается качество сварных соединений и одновременно резко повышается износ электродов машин.
Во избежание возникновения дефектов, при сборке листовых элементов под точечную или шовную сварку, следует обеспечивать плотное взаимное прилегание их, не допуская зазоров более 0,5 мм на длине 100 мм.
По материалам: Малышев Б.Д. Сварка и резка в промышленном строительстве т.1. -M. 1989; Волченко В.Н. Сварка и свариваемые материалы т.2. -M. 1996
Читать: Дефекты контактной сварки, «Электрическая ковка». Стыковая сварка, Точечная сварка. Роликовая сварка. Рельефная сварка. История развития, Требования к сварным конструкциям при точечной и шовной сварке, Место трансформатора в контактной машине и его назначение, Конструктивное устройство контактных электросварочных машин, Конструкция трансформатора машин контактной сварки и его узлов
