Холодные трещины в сварных соединениях
Природа и механизм холодных трещинХолодные трещины (XT) — локальное хрупкое межкристаллическое разрушение металла сварных соединений — представляют собой частый сварочный дефект в соединениях углеродистых и легированных сталей, если при сварке они претерпевают частичную или полную закалку. Трещины образуются после окончания сварки в процессе охлаждения ниже температуры 420...370 К или в течение последующих суток. Они могут возникать во всех зонах сварного соединения и располагаться параллельно или перпендикулярно оси шва (рис. 13.25). Место образования и направление трещин зависит от состава шва и основного металла, соотношения компонент сварочных напряжений и некоторых других обстоятельств. Наиболее часты продольные XT в OШЗ. Образование XT начинается с возникновения их очагов на границах аустенитных зерен на участке ОШЗ, примыкающем к линии сплавления (рис. 13.26). Протяженность очагов трещин составляет не более двух-трех диаметров аустенитных зерен. При этом разрушение не сопровождается заметной пластической деформацией и наблюдается как практически хрупкое. Дальнейшее развитие очага в холодную микро- и макротрещину может носить смешанный характер, т. е. проходить как по границам, так и по телу зерен. Развитие трещин, особенно по телу зерен, сопровождается заметной пластической деформацией. Излом XT светлый без следов окисления: блестящий крупнокристаллический в зоне очага и матовый мелкозернистый в зоне развития трещины. 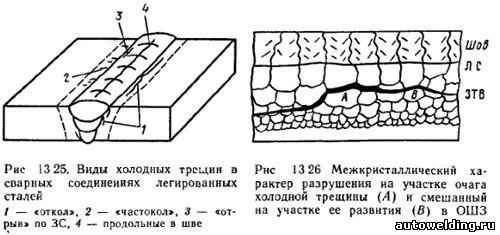
Холодные трещины — один из случаев замедленного разрушения «свежезакаленной» стали. Закономерности замедленного разрушения следующие: 1) разрушение носит межкристаллический характер; 2) разрушение происходит через некоторый инкубационный период после приложения нагрузки при условии деформирования с малыми скоростями (ε≤10-4c-1) или действия постоянного усилия; 3) сопротивляемость замедленному разрушению значительно меньше кратковременной прочности и зависит от времени действия нагрузки (рис. 13.27); 4) сопротивляемость замедленному разрушению стремится к некоторому минимальному значению (σp min), которое соответствует периоду времени 10...20 ч после окончания термического воздействия и приложения минимальной разрушающей нагрузки; затем сопротивляемость разрушению возрастает в течение от 1 сут до 10 сут в результате так называемого процесса «отдыха»; 5) склонность к замедленному разрушению полностью подавляется при охлаждении ниже 200 К, восстанавливаясь при последующем нагреве до нормальной температуры, заметно ослабляется при нагреве до 370...420 К и полностью исчезает при нагреве до 470...570 К. 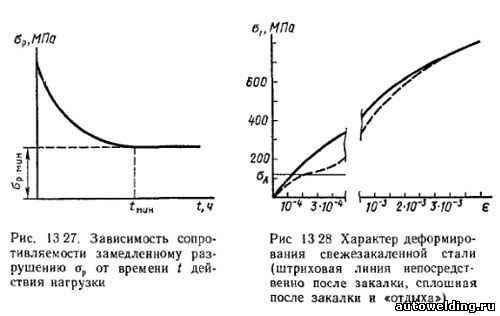
Зарождение очага замедленного разрушения свежезакаленной стали связывают с микропластической деформацией (МИД) в приграничных зонах зерен. Наличие в структуре такой стали незакрепленных, способных к скольжению дислокаций при действии сравнительно невысоких напряжений обусловливает МПД. Особенно высока плотность дислокаций в свежезакаленном мартенсите. Значение МПД лежит в диапазоне 10-6...10-4 и проявляется при напряжениях выше предела неупругости или микроскопического предела текучести σa (рис. 13.28). Процесс МПД — термически активируемый, т. е. его скорость зависит от температуры и значения приложенных напряжений. После «отдыха» способность закаленной стали к МПД исчезает. Конечные высокая твердость и предел текучести закаленной стали — результат старения, при котором происходит закрепление дислокаций атомами углерода. Особенности развития МПД достаточно хорошо объясняют приведенные выше закономерности замедленного разрушения. Механизм межкристаллического разрушения при образовании очагов замедленного разрушения может быть объяснен тем, что максимальные плотность дислокаций и интенсивность МПД приходятся на приграничные зоны зерен. Это обусловлено тем, что мартенситное превращение начинается в центральных частях зерен в верхней части температурного интервала превращения, а заканчивается в приграничных зонах в нижней части этого интервала. Кроме того, при образовании пластинчатого мартенсита его иглы при выходе на границы зерен вызывают в зонах, примыкающих к ним, появление высоких плотности дислокаций и уровня микронапряжений. При длительном нагружении по границам зерен развивается локальная МПД, в результате чего реализуется межкристаллическое разрушение по схеме Зинера — Стро, предполагающей относительное проскальзывание и поворот зерен по границам (рис. 13.29). 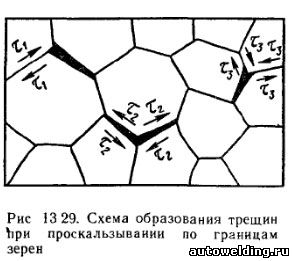
Основные факторы, обусловливающие образование холодных трещин, следующие: 1) структурное состояние металла сварного соединения Sд, характеризуемое наличием составляющих мартенситного и бейнитного типа и размером действительного аустенитного зерна dз; 2) концентрация диффузионного водорода в зоне зарождения трещины Нд; 3) уровень растягивающих сварочных напряжений I рода σсв. См. также: Способы предупреждения холодных трещин
| 

