Ручная дуговая сварка трубы - стык неповоротный при вертикальном расположении трубы
Сварка трубы в данном положении приравнивается к сварке горизонтальных швов, но отличается тем, что при поступательном движении электрода необходимо постоянно изменять угол наклона электрода по отношению к шву вокруг периметра трубы. Сварка корневого валика на трубе-стыкЕсли требуется качественное формирование обратного валика без выборки и подварки, то сварка выполняется электродом диаметром 3 мм. Сварочный ток выбирается в зависимости от толщины основного металла, зазора между кромками и толщины притупления и лежит в минимальном или среднем диапазонах. Наклон электрода 80°-90° к вертикальной плоскости нижней трубы (рис. 64а). Наклон электрода по отношению к направлению сварки выдерживать в зависимости от проплавления обратной стороны корня шва. При сварке «углом назад» достигается максимальное проплавление. «Углом вперед» - минимальное. Длину дуги необходимо выдерживать короткой при недостаточном проплавлении или средней при нормальном проплавлении. Скорость сварки определяется по объему сварочной ванны. На рис. 64б показаны дефекты в корне шва с обратной стороны при чрезмерной полноте валика. Чем больше полнота корневого валика, тем дольше в жидком состоянии находится металл шва и тем больше размеры дефектов. Скорость сварки необходимо подобрать такую, чтобы обе кромки хорошо сплавлялись, а валик был «нормальным», Если позволяет толщина металла и заложена выборка и подварка обратной стороны корня шва, рекомендуется применять электрод диаметром 4 мм. 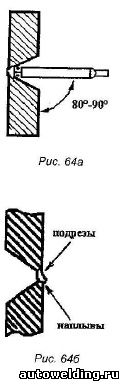
Второй корневой валик выполняется во всю ширину, проплавляя первый корневой валик и захватывая кромки обеих труб. Диаметр электрода зависит от ширины первого валика, сварщик определяет путем промера торцом электрода. Торец электрода с обмазкой должен касаться поверхности первого корневого валика. Сварочный ток в среднем диапазоне. Наклон электрода по отношению к вертикальной плоскости такой же, как при сварке корневого валика. Сварку производить «углом назад». Скорость - такая, чтобы валик был «нормальным». Заполнение разделкиЗаполнение разделки начинается с нижней кромки, которая является площадкой, что позволяет применить более производительные методы сварки. Третий валик горизонтального шва (рис. 65 а и б) рекомендуется выполнять на повышенных режимах. Сварочный ток в среднем или максимальном диапазоне. Наклон электрода 70°-80° к поверхности кромки нижней трубы. Сварку производить «под прямым углом» или «углом назад», в зависимости от расположения шлака. Скорость сварки выбрать такую, чтобы валик получился с усилением («горбинкой»), как при сварке в нижнем положении, что создает полочку, которая и позволит следующий валик сваривать на повышенных режимах. Центром дуги (электрода) необходимо двигаться по нижнему краю второго корневого валика. Перед сваркой третьего валика необходимо, чтобы сварщик выбрал, каким должен быть по полноте третий валик, чтобы не получилась ширина незаполненной разделки (между верхней кромкой разделки и выполненным швом) очень широкой для одного (4-го валика) или очень узкой для двух валиков. Ширина от верхнего края третьего валика до верхней кромки должна остаться минимальной: в диаметр электрода с покрытием или чуть больше. На рис. 65а и б показан третий слой, выполненный в два валика (3-ий и 4-ый). Сварка 4-го валика выполняется на этих же режимах, хотя валик является чисто горизонтальным. Поверхностная сила натяжения не дает стекать жидкому металлу вниз. 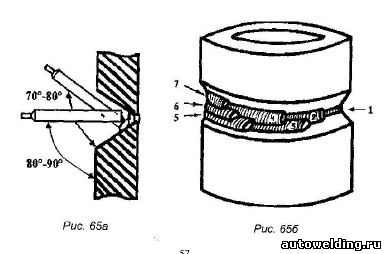
Наклон электрода при сварке 4-го валика 80°-90° к вертикальной поверхности нижней трубы. Основная масса шлака стекает в нижнюю часть шва, что позволяет производить сварку «под прямым углом» или небольшим «углом назад». Скорость сварки необходимо выбрать такую, чтобы сварочная ванна сплавляла верхнюю кромку разделки с вершиной 3-го валика, проплавляя в центре 2-ой валик. 4-й валик должен быть «нормальным». Последний слой при заполнении разделки выполняется как наплавка и описан в разделе 3.2 (особенности сварки горизонтальных швов и наплавки на горизонтальной плоскости). Выполнение «замков» (начало и конец сварных валиков)Окончание сварки каждого валика необходимо производить после проплавления начала и захода на шов на расстоянии 20-30 мм. Если труба-стык выполняется одним сварщиком, каждый валик (слой) должен быть законченным по всему периметру без дополнительного перерыва. Каждый «замок» (начало каждого слоя) должен быть смещен один от другого не менее чем на 50 мм. При многопроходной и многослойной сварке труб больших толщин рекомендуется сварку вести по спирали, т.к. при этом уменьшается дефектность за счет сокращения количества «замков» (начало и конец сварки). На рис. 66 показана сварка по спирали. При подходе к началу каждого валика рекомендуется произвести остановку сварки на расстоянии не менее 20 мм до начала валика, тщательно зачистить (при необходимости подрубить, сточить высокое начало валика). Подойдя к началу валика, необходимо сделать задержку дуги, подплавляя начало. Зайти на валик и, не гася дуги, перейти на выполнение следующего валика на предыдущий и так далее, пока не закончится слой. Такой метод уменьшает количество «замков» и позволяет выполнить производительную и качественную сварку - сварку по шлаку. 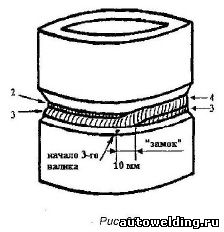
Сварка по шлаку требует высокого мастерства и возможна в основном электродами с основным покрытием. Электродами с рутиловым покрытием добиться высокого качества сложнее, т.к. большое количество более жидкотекучего шлака может привести к зашлаковке некоторых участков. При обычной сварке и при сварке по шлаку, последний верхний валик каждого слоя необходимо выполнять после тщательной зачистки разделки от шлака, брызг и слоя нагара (выгоревших элементов). Сварка лицевого слояСварку лицевого слоя рекомендуется выполнять электродами того же диаметра, что и заполнение разделки, но не более диаметра 4 мм. Сварочный ток в среднем диапазоне. Обычная горизонтальная наплавка узкими валиками шириной в 1,5 диаметра электрода с покрытием (рис. 67). Последний верхний валик, для плавного перехода к основному металлу, выполнять на более высокой скорости, чтобы получить узкий и плоский валик. 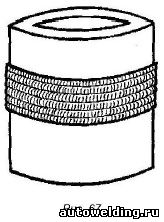
Можно перейти на меньший диаметр электрода с соответствующим подбором сварочного тока. Если сварка трубы - стык выполняется несколькими сварщиками, то необходимо трубу поделить на равные участки по количеству сварщиков. Оптимальный вариант сварки, исключающий «замки», - сварка вперехват. Сварка ведется всеми сварщиками одного и того же валика (слоя). Окончание каждого валика на своем участке каждый сварщик заканчивает со смещением на 20-30 мм (не доходя до окончания предыдущего валика). Продолжая окончание валика соседнего сварщика, каждый сварщик переплавляет свое начало выполненного валика и делает заход по спирали на следующий валик. Следующий слой выполняется со смещением не менее 50 мм. Тудвасев В.А. "Рекомендации сварщикам". См. также:
| 

