Шовная контактная сварка
Технологические особенности процессаШовная сварка во многом подобна точечной и отличается тем, что в качестве электрода используют вращающиеся ролики, обеспечивающие возможность последовательной сварки точек без снятия давления с электродов. При вращении роликов и перемещении между ними деталей сваривается последовательно сплошной ряд точек, перекрывающих одна другую и образующих сплошной шов. Шовной сваркой наиболее часто выполняют нахлесточные соединения и по отбортовке аналогично применяемым при точечной сварке. Для шовной сварки используют дисковые (роликовые) электроды диаметром от 40 до 400 мм с плоскоцилиндрической рабочей поверхностью при сварке сталей и со сферической поверхностью при сварке цветных и легких металлов и их сплавов. Шовной сваркой выполняют протяженные швы следующими основными способами: непрерывной сваркой — при непрерывном вращении роликов (электродов) и непрерывном действии сварочного тока; прерывистой сваркой — при непрерывном вращении роликов и прерывистым (импульсным) действием сварочного тока; шаговой — с периодической остановкой роликов после поворота их на заданный угол и подачей тока в моменты остановки. Первые два способа обеспечивают возможность получения герметических швов. Процесс непрерывной шовной сварки весьма неустойчив, так как по мере действия тока происходит возрастающий разогрев металла, сопровождающийся глубоким внедрением в него роликов. Способ используется для сварки металла толщиной до 1 мм. При прерывистой шовной сварке получаются отдельные сварные точки (в моменты действия тока), которые, перекрывая одна другую, образуют непрерывный шов. При этом обеспечивается устойчивый процесс сварки без перегрева металла. Большинство конструктивных элементов (рис. XIII.6) сварных соединений шовной сварки имеют обозначения, аналогичные принятым для соединений точечной сварки. Для получения плотного шва величина перекрытий f должна быть не менее 0,3 l. 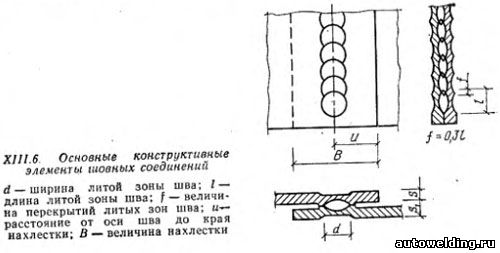
Режимы сваркиРежимы шовной прерывистой (многоимпульсной) сварки сталей приводятся в табл. XIII.16 и XIII.17; сварки алюминиевых сплавов — в табл. XIII.18. 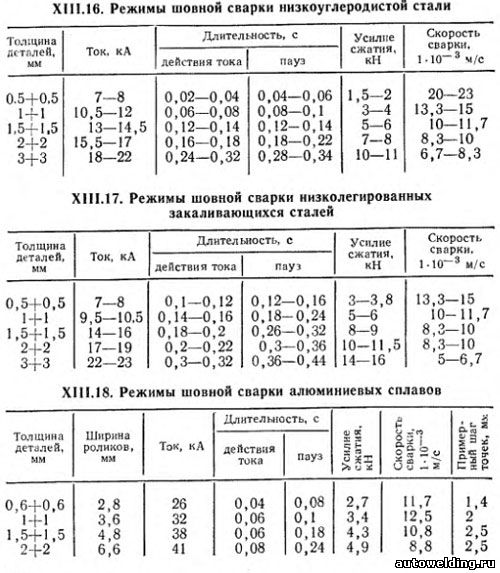
Малышев Б.Д. Сварка и резка в промышленном строительстве т.1. -M. 1989 См. также: Контактная сварка, Требования к сварным конструкциям при точечной и шовной сварке, Контроль качества соединений точечной и шовной сварки, Промышленное применение точечной и шовной сварки, Механизация и автоматизация точечной и шовной сварки
| 

