Защитные газы
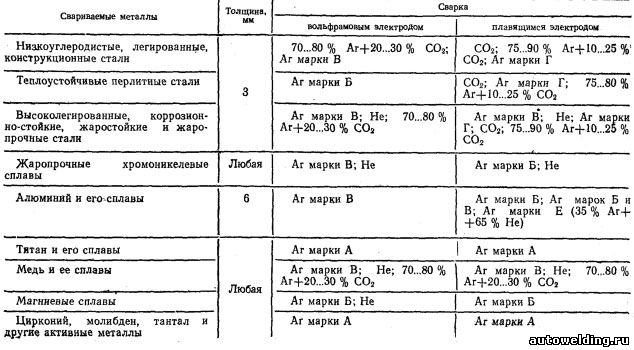
Защитные газы предназначены для защиты дуги и сварочной ванны от вредного воздействия окружающей среды и делятся на химически инертные и активные. Инертными называют газы, которые химически не взаимодействуют с нагретым металлом и не растворяются в нем. При их использовании сварку можно выполнять как плавящимся, так и неплавящимся электродом. К инертным газам относятся аргон (Аr), гелий (Не) и их смеси. Они служат для сварки алюминия, магния, титана и их сплавов, склонных при нагреве к энергичному взаимодействию с кислородом, азотом и водородом. Инертные газы обеспечивают защиту дуги и свариваемого металла, не оказывая на него металлургического воздействия. Активными называют газы, вступающие в химическое взаимодействие со свариваемым металлом и растворяющиеся в нем. По свойствам различают три группы активных газов: с восстановительными свойствами (водород, оксид углерода); с окислительными свойствами (углекислый газ, водяные пары); выборочной активности (азот активен к черным металлам, алюминию, но инертен к меди и медным сплавам). Основным активным защитным газом является углекислый газ. Рекомендации по выбору защитных газов даны в табл. 4.19. Ниже указана стоимость 1 м3 защитных газов по отношению к азоту. Азот ........................1
Гелий ..........................100
Аргон...........................28,6
Углекислый газ..................0,64
Водород.........................2,6
Кислород........................2,1 При расчете затрат следует иметь в виду, что гелий имеет более низкую плотность, в результате чего при сварке его расход выше по сравнению с аргоном. 4.19. Защитные газы, рекомендуемые для дуговой сварки различных металлов
увеличить картинку
Смеси газов в ряде случаев обладают лучшими технологическими свойствами, чем отдельные газы. Для уменьшения разбрызгивания металла и улучшения условий формирования шва при сварке применяют смесь, состоящую из 95...98 % СO2 и 5...2 % O2. Она способстувет мелкокапельному переносу металла и снижению потерь последнего на разбрызгивание на 30...40 %. При сварке сталей по узкому зазору целесообразно применение особых смесей (75 % Аr + 25 % СO2). В результате использования смеси из 70 % Не и 30 % Аr увеличивается производительность сварки алюминия, улучшается формирование шва и обеспечивается возможность сваривать за один проход металл большей толщины. Защитные газы хранят и транспортируют в баллонах вместимостью 40...50 л под давлением 150 атм, а жидкую углекислоту — под давлением до 60 атм. Для предохранения от коррозии и быстрого опознавания баллоны окрашивают в разные цвета и выполняют соответствующие надписи (табл. 4.20). В использованных баллонах необходимо оставлять сжатый газ под давлением не менее 0,2...0,3 МПа (2...3 атм). 4.20. Окраска и маркировка баллонов с газом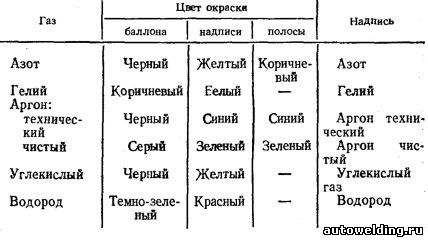
Э.С. Каракозов, Р.И. Мустафаев "Справочник молодого электросварщика". -М. 1992 См. также:
|