Контактная тепловая сварка пластмасс
Схемы процессаСущность способа контактной тепловой сварки заключается в том, что свариваемые детали в месте соединения нагреваются до температуры вязкотекучего состояния специальными инструментами-нагревателями, передающими тепло свариваемым поверхностям при контакте с ними. После разогрева свариваемых поверхностей нагреватель выводят из зоны соединения, и под действием давления детали свариваются. Различают три способа термоконтактной сварки: проплавлением, оплавлением и термоимпульсная. Сварка проплавлением — нагреватель соприкасается с внешней поверхностью изделия и тепло передается к свариваемым поверхностям через толщину верхнего слоя пластмассы. Используется для сварки изделий из пленок и тонких листов (рис. 29.4,а, б). 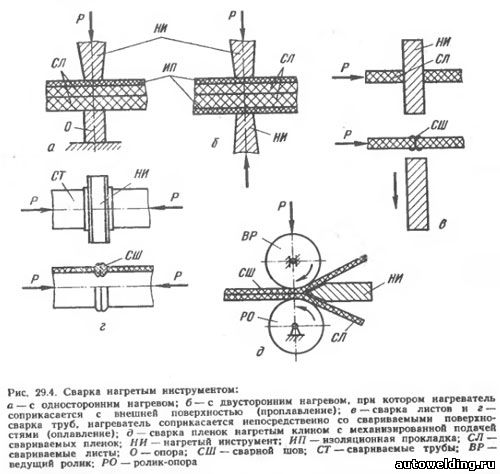
Сварка оплавлением — нагреватель соприкасается непосредственно со свариваемыми поверхностями. Используется для сварки пластмассовых труб, стержней, для приварки арматуры к трубопроводам, для сварки фасонных изделий и конструкций (рис. 29.4,в, г). Термоимпульсная сварка осуществляется с помощью малоинерционных нагревательных элементов, по которым пропускают кратковременные, но мощные импульсы тока. Сварка осуществляется с одно- или двусторонним подводом энергии. В паузах между импульсами электрического тока сварной шов охлаждается под давлением. Термоимпульсная сварка применяется в основном для соединения пленок из полиолефинов толщиной 20—250 мкм. Длительность импульсов от 0,1 до 1 с, частота — один импульс в секунду при удельной мощности 0,03 Вт/м2. Термоконтактная сварка применяется для соединения полиэтилена, полиизобутилена, полистирола, полипропилена, фторопласта, поливинилхлорида. Прочность сварных соединений высокая и составляет 90—100% прочности основного материала. ОборудованиеПроцесс сварки может осуществляться различными нагревательными элементами — стальными пластинами, лентами, роликами, электропаяльниками, дисками, кольцами и электроутюгами особой конструкции, которые встраиваются в специальные устройства и установки. Для сварки армированных пленок в монтажных условиях в нашей стране получили распространение полуавтоматические установки для односторонней (ПСП-11, ПСП-16, ПСП-16 AT) и двусторонней (ПСП-15, ПСП-16) сварки. Для сварки в стационарных условиях полимерных пленок в РФ разработана серия установок МСП-16, МСП-5М, УСПП-ЗМ, МСП-17М, МСП-17ММ. Для сварки пленок применяются ручные устройства и переносные полуавтоматы — ручной ролик ВНИИСТ-3, ручной полоз УСИ-1, клещи типа КС «Молния», «Молния-2М». Для сварки труб диаметром от 25 до 1200 мм нашей промышленностью выпускаются устройства типа УСКПТ-12, СА-59, УСП-5, УСКП-6, УСТТ-110, УСТТ-400, УСТТ-900, УСТТ-1200. См. также:
| 

