Сварка пластмасс трением и вибротрением
Схемы процессаСварка трением основана на превращении механической энергии трения в тепловую энергию. Процесс состоит из двух стадий: нагрева и осадки. На стадии нагрева детали приводят в соприкосновение одну с другой за счет приложения давления и осуществляют их взаимное перемещение. В начале процесса за счет действия давления и высоких скоростей перемещения трущихся тел происходит разрушение микроне ровностей в зоне контакта. Затем разрушаются поверхностные пленки, и во взаимодействие вступают чистые поверхности. Это приводит не только к заметному выделению теплоты, но и образованию очагов схватывания. В конце процесса устанавливаются равномерный режим нагрева и оплавления, сопровождающиеся адгезией по всей трущейся поверхности. В зависимости от условий нагрева свариваемых поверхностей сварку трением проводят по трем схемам: вращением свариваемых деталей или промежуточного элемента — сварка вращением; вибрацией свариваемых деталей или промежуточного элемента — сварка вибротрением; вращательно-вибрационным движением свариваемых деталей или промежуточного элемента. При сварке трением вращения одна деталь закреплена неподвижно, а вторая вращается. На сопряженных торцевых поверхностях возникают силы трения, вызывающие интенсивный нагрев и оплавление торцев. При накоплении в стыке необходимого количества расплава вращение прекращают и происходит осадка до образования сварного соединения (рис. 29.8). 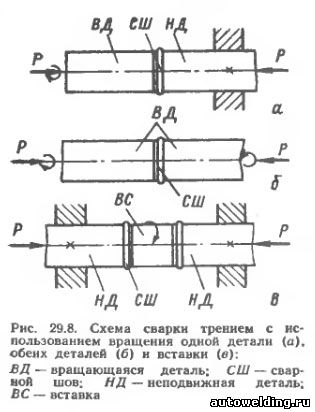
Схема, при которой вращение свариваемых деталей производят в разные стороны, не нашла практического применения из-за технических сложностей. Длинные и громоздкие детали, вращение и, особенно, быстрое торможение которых затруднительно, можно сваривать при помощи третьей промежуточной детали (вставки). Для этого длинные детали закрепляют неподвижно, а вставку вращают вокруг общей оси свариваемых деталей. В последнее время особенно для сварки несимметричных деталей нашла применение сварка вибротрением. Сопрягаемые детали при этом могут совершать возвратно-поступательное движение в плоскости стыка или вокруг определенной оси. Сварка трением может применяться практически для всех термопластов: полиолефинов, полиамидов, полиметилметакрилата, полистирола и др. Ее отличают большая скорость соединения, простота конструкции оборудования, локальный разогрев, предотвращение окисления расплава, отсутствие необходимости предварительной очистки поверхностей. ОборудованиеСварку пластмасс трением осуществляют на различных металлорежущих станках: токарных, сверлильных, фрезерных и на специальных сварочных машинах. В СНГ выпускаются машины двух типов МСП-1 и МСП-2, выполненные на базе токарных станков. См. также:
| 

